-
��ϸ��Ϣ
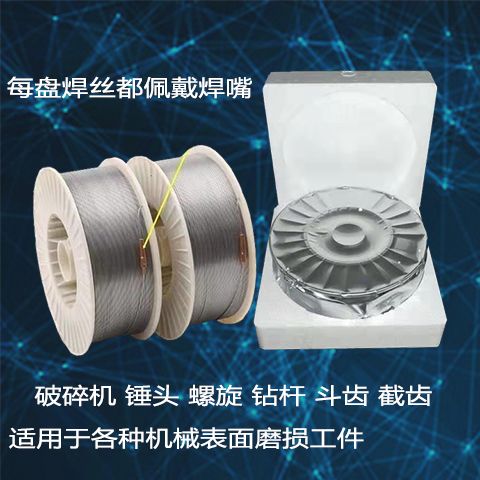
YD212-1��ĥҩо��˿
YD212-1��CO2���屣���ĶѺ�ҩо��˿���Ѻ������������绡�ȶ����ɽ�С���������������������ۣ��۷����Ӳ�ȸߣ�������������ĥ��ĥ�����ܡ�
�����ڿ��������ĥ��ĥ���ĵ������Ѻ��������ɽ��е���ɾ��е���㲿�����۷������ѧ�ɷ֣���������������:CO2��
��Ŀ C Cr Mo ��ֵ֤ 0.30��0.70 ≤5.00 ≤4.00
�Ѻ���Ӳ�ȣ�HRC≥50�ο�������DC+��
��˿ֱ����mm�� Φ1.2 Φ1.4 Φ1.6 ������Χ
��A��180��280 200��280 220��320
1.ʩ������Ӧ�����͡��������
2.����ʱ����������һ����16��25L/min��
3.ҩо��˿����ʱ�����쳤��ӦΪ15��25mm��
4.�ڶѺ�������ǰӦ�ʵ�Ԥ����300�����ҡ�
5.��˿�ⷿ��ʪ��Ӧ������С��60% ��
6.����հ�װ��˿���ʱ�䲻�˳������꣬��հ�װ��˿���ʱ�䲻�˳���һ�ꡣ
-
-
��Ʒ����
�� ��