-
��ϸ��Ϣ
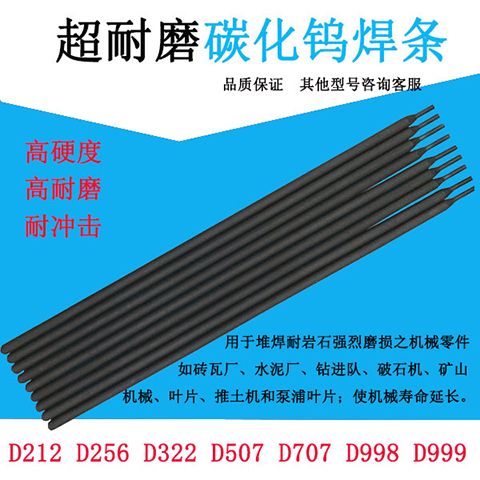
D667�Ѻ���ĥ����
GB/T 984 EDZCr-C-15
D667�ǵ�������ҩƤ�������������غϽ�о�ĸ߸������Ѻ�����������ֱ�����ӣ��Ѻ�����500�����¾������õ���ĥ����ʴ������ʴ�������������¶�������Ѻ���Ӳ�Ⱦ罵��
������Ҫ����ǿ��ĥ����ʴ������ʴ���ϵĶѺ�����ʯ��ҵ�������ѻ������ף���ɽ��������������ͻ������ϵ����Ÿǵȡ��۷������ѧ�ɷ֣�%��
������Ŀ C Mn Si Cr Ni ����Ԫ������ ��ֵ֤ 2.50~
5.00≤8.00 1.00~
4.8025.00~
32.003.00~
5.00≤2.00 ��ֵ 3.40 3.50 1.67 28.85 3.50 ——
�Ѻ���Ӳ�ȣ�HRC≥48�ο�������DC+��
����ֱ����mm�� Φ3.2 Φ4.0 Φ5.0 Φ5.8 ���ӵ�����A�� 90~130 120~160 140~190 150~210
1. ��ǰ�����뾭300~350��決1h��
2. ���������Ⱦ�500~600��Ԥ�ȣ��������������ϵ�������Ȳ�ˢ�ɾ��ٶѺ���
3. ÿ�ζѺ��ij����Բ�����50~70mmΪ�ˡ�
4. ����Ӧ��600~700��ػ�1h���ٻ��䣬����������������Ԥ�ȵ�ɰ���л�Ųݻ��л��� -
-
��Ʒ����
�� ��